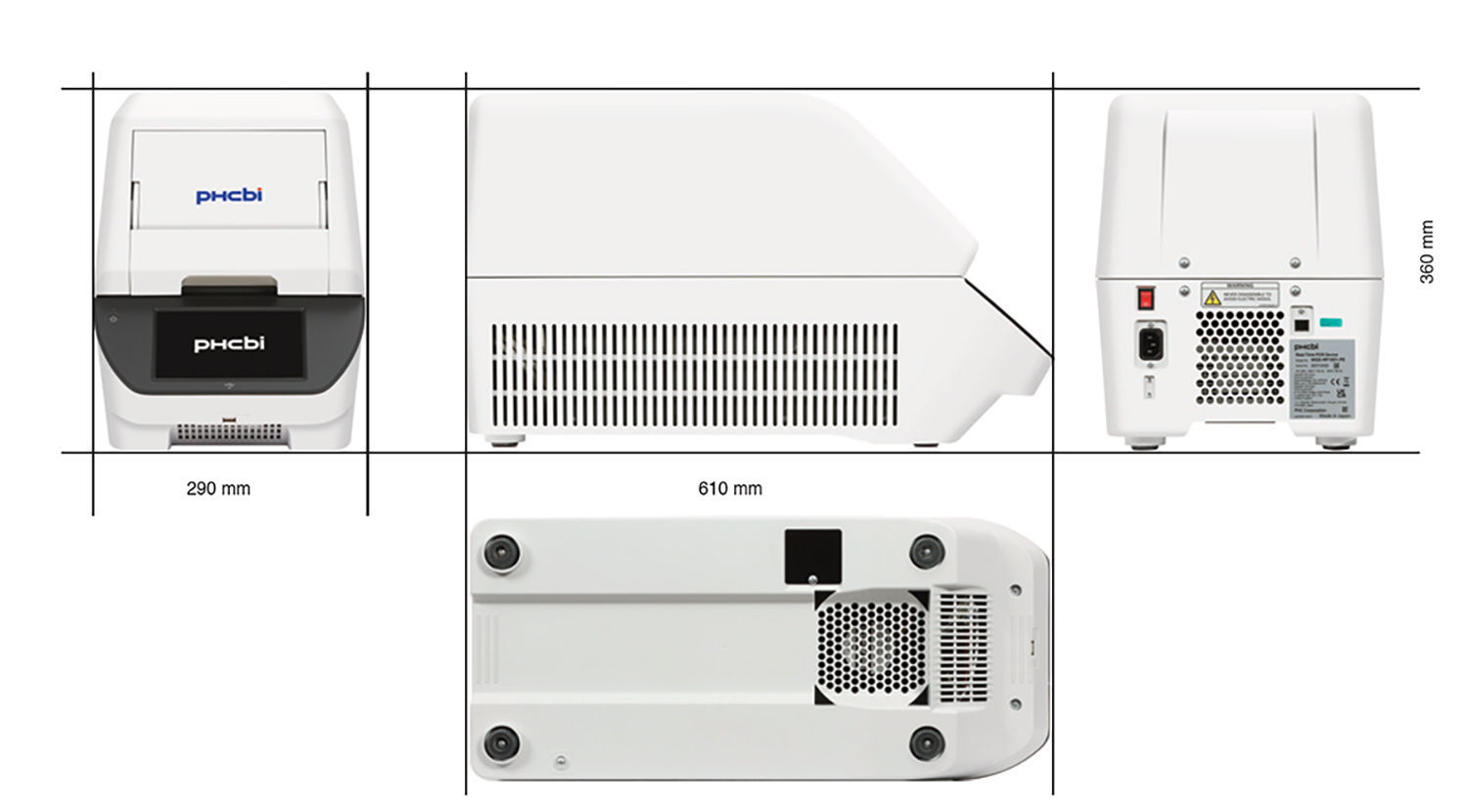
QPCR PCR machine
MGD-RP1001-PE
Real-time PCR system with reaction time as short as 30 minutes. Multi-wavelength analysis of up to 4 colours. An indispensable method for gene expression analysis and genetic testing. Reliable quality made in Japan.
MGD-RP1001-PE. Real-time PCR, which offer high quantitation, reproducibility, and speed, is an indispensable method for gene expression analysis and genetic testing.
Real-time PCR system with reaction time as short as 30 minutes
Excellent performance with 2 step & 3 step PCR
Fast PCR kit compatible/2 step PCR optimized with preset and flexible running protocols
Exhaustive analysis software for beginners & advanced users
2 year warranty
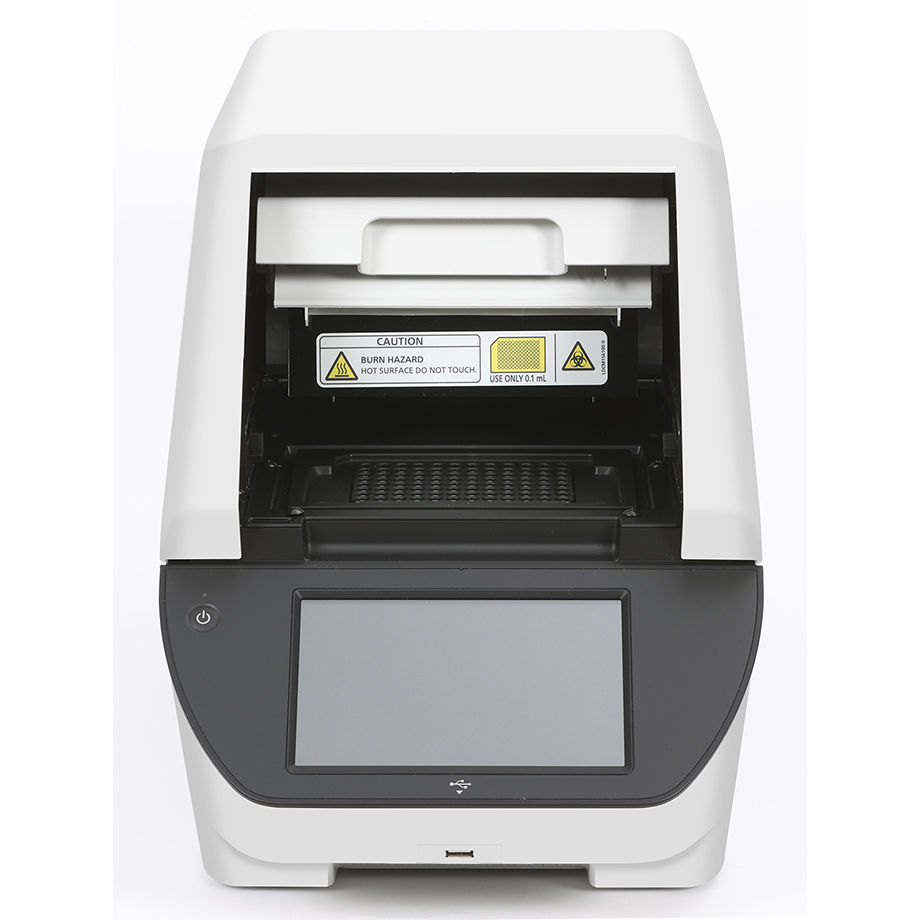
Precise Temperature Control And Fast Optical System
The heating and cooling system of the PHCbi real-time PCR uses a Peltier element with highly accurate temperature regulation in all 96 wells. In addition, the imaging system avoids delay in measurement by detecting all 96 wells simultaneously. As a result, high uniformity and reproducibility are achieved between wells and between experiments.
Set Of 4 Fluorescence Filters Provide Flexibility Between Single Colour Protocols Or Multiplexing Methods
The PHCbi real-time PCR is standard equipped with four types of fluorescence filter (FAM, HEX, ROX, and Cy5), enabling real-time PCR with SYBR® green detection (or similar dyes) and detection with various fluorescence-labeled probes. If ROX is not used for correction, it can also be effectively used as a detection wavelength.
Improved Ease Of Use
Stand-alone control of the device eliminates the need for a PC and saves space. This saves space on the laboratory bench, which tends to be cramped.




 USDEnglish
USDEnglish TRYTurkish
TRYTurkish




 Request a Meeting
Request a Meeting